Cooled Die Insert with a Gyroid Structure: Saving Time and Reducing Emissions in High-Pressure Die Casting
How can the efficiency of heat removal from a counter-flow die insert be improved? This was the challenge faced by BENEŠ a LÁT, a.s., a leading Czech manufacturer of components produced by high-pressure aluminum die casting. Overheating of a critical part of the tool led to reduced casting quality, increased energy consumption, and slower production overall.
In collaboration with the Brain4Industry consortium, specifically with experts from the CARDAM development center, an innovative solution was developed that fundamentally transformed the cooling approach. Engineers designed a die insert with a gyroid structure, optimized for efficient heat transfer and manufactured using a hybrid technology combining 3D printing and conventional machining.
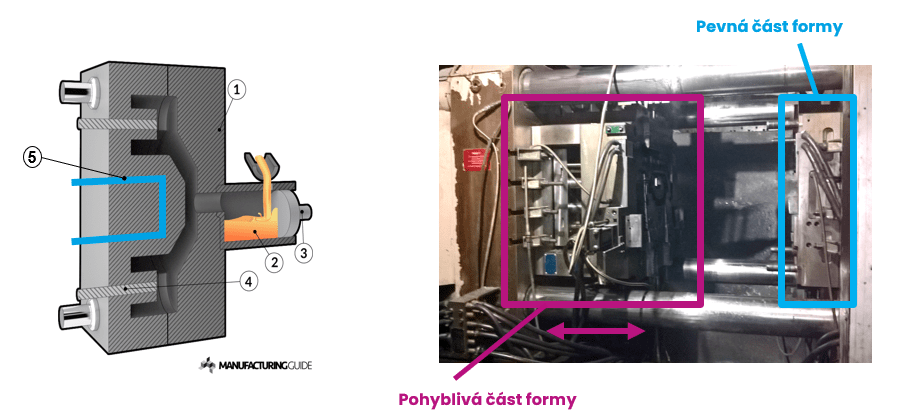
The Challenge: Overheating of the Steel Insert and Inefficient Cooling
In conventionally manufactured die inserts for high-pressure die casting, it is not possible to create a shape-adaptive and sufficiently efficient cooling system. Machining limitations prevent the formation of channels precisely where they are needed, resulting in uneven cooling that negatively affects both the thermal regime of the mold and the quality of the castings.
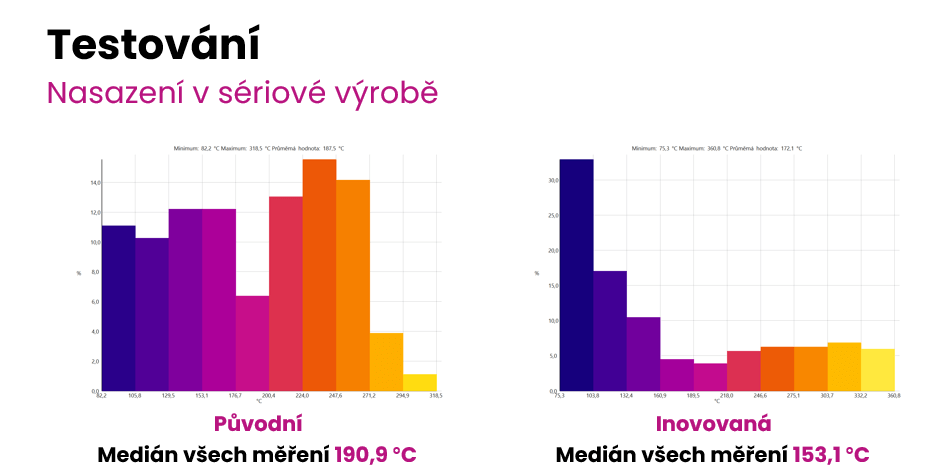
The average operating temperature of the original insert exceeded 190 °C, increasing thermal fatigue, affecting the length of the production cycle, and accelerating mold wear.
Solution: A Gyroid TPMS Structure Tailored to the Temperature Field
Engineers at CARDAM designed a new insert featuring a gyroid-type TPMS (Triply Periodic Minimal Surface) structure—a regular three-dimensional geometry highly efficient in terms of heat exchange. Using their in-house computational tool, they optimized the density and orientation of the structure based on the results of a thermomechanical simulation of the insert’s operation. The result is an additively manufactured insert with a structure precisely tailored to the specific temperature zones.
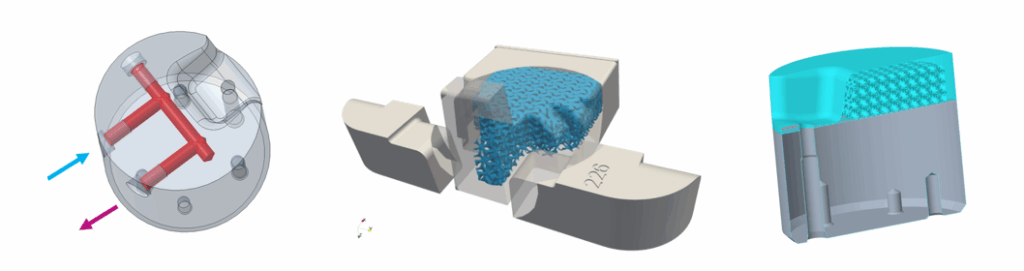
Thanks to a hybrid manufacturing approach (combining 3D printing and conventional machining), a fully functional component made of tool steel 1.2709 was produced, suitable for real foundry operations.
Testing and Operational Results
The optimized insert was deployed in serial production, where operating temperatures were monitored and compared with the standard solution. The results showed a significant decrease in the median operating temperature to 153.1 °C (a reduction of nearly 40 °C). This improvement led to a noticeable acceleration of the production cycle and a reduction in scrap rates.
In addition, significant emission savings were achieved—when producing 1 million parts, the estimated reduction amounts to approximately 25 tonnes of CO₂ due to lower energy consumption.
Key Benefits at a Glance:
- 11% reduction in production cycle time
- 20% decrease in operating temperature
- Maintained mold lifetime
- CO₂ emissions reduced by 25 tonnes
- Increased productivity and process stability
Path to Further Innovation
This successful application opens up opportunities for broader use of TPMS structures in other parts of molds and tooling. In the future, this approach may contribute not only to higher efficiency, but also to longer mold lifetime, reduced scrap rates, and improved quality of final components.